擁有完整、科學(xue)的質量(liang)管理(li)體系(xi)
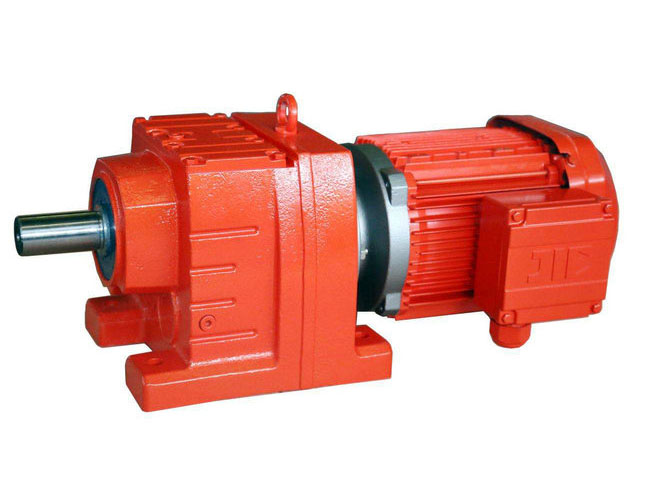


硬齒面減速機的檢修內容
1、首先對硬齒面減速機殼體內部用煤油進行清洗,并觀察減速機有無出現裂紋或脫落現象。
2、用百分表測量殼體內裝配軸承內孔尺寸并做記錄,一般橢圓度、圓錐度應小于0.03mm,內經尺寸小于零線0—0.02mm(正常軸承外圓尺寸公差為零線)。
3、測量超差或已損傷的殼體,應予修復或者更換。
4、安裝硬齒面減速機時,一定要先把所有零部件清洗干凈,裝配順序與拆時相反。
5、裝輸出部分,將軸外表面涂油或清潔劑,軸承在壓入軸后軸承內圈要緊貼軸肩或定位套,間隙不得大于0.05mm。
6、裝入齒輪時,齒輪端面與軸肩間隙不大于0.1mm。
7、擋油盤應平整完好,內圈與軸定好后,外圈與箱體要保持一定間隙(2—3mm)。
8、裝中間軸部分,首先將固定端的軸承壓入殼體,然后按順序把齒輪、中間隔套放入,再將另一端壓好軸承的軸校對下面齒輪鍵槽后一并壓入到位。測量配裝壓蓋與軸承外圈端面尺寸,間隙一般為:C=0.000011×(80-t)L﹢0.1(其中L為軸長,t為室溫)。
9、裝輸入部分,先把固定端的壓蓋裝好,壓入該端軸承,再把齒輪和隔套按順序放好,然后將另一端壓好軸承的軸一并壓入。測量另一端尺寸,配裝壓蓋正常軸向跳動間隙不大于0.05-0.1mm。
10、齒輪接觸斑點沿齒高方向不小于45%,沿齒長方向不小于60%,接觸均勻,位置接近齒面中間部分。

